
 John Panaseny
John Panaseny
1 min read
Tech Note # 3 Cross Seal Problems With Rovema VPK VFFS Machines
Rovema introduced the continuous motion BVK-260 as the replacement for the highly successful VPK-260 earlier this year. Despite a huge installed...

The overall efficiency of any form, fill, seal machinery always hinges on the effectiveness of the sealing process. Packaging has many jobs to do- attract customers, represent your brand, and make you money.
But it's primary job? Protect your product so that it can make it from your factory to the plates of your customers so that it ultimately gets consumed. The seals of a package are often the most vulnerable parts and operators, engineers, and plant managers always have to navigate the delicate balance between output rate and seal jaw dwell time.
Of course, the characteristics of your film material have a big impact on your operation and its overall success as well. Understanding the inside and outside coefficient of friction, sealant layer, and other film specs - as well as discussing them with your packaging machinery supplier is key to knowing and addressing any challenges on the front end, so that you avoid common challenges and have the opportunity to invest in any tools you might need to run challenging film types.
We're going to unpack a couple of the common problems observed while running your continuous motion vertical form fill seal (VFFS) bagger.
It is also important to check that the vertical seal unit is aligned parallel to the forming tube. If it is not, this will often result in only a portion of the vertical seal being sealed. Refer to the image below for an example of what a non-parallel vertical sealing unit looks like:

Common solutions to a miss-aligned vertical seal unit on a VFFS Machine:

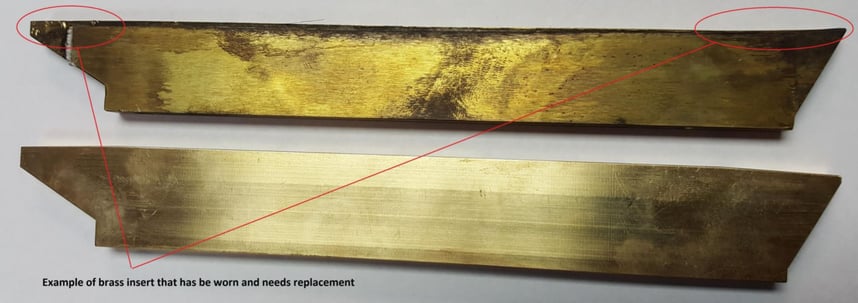
It is also important to check whether the brass insert under the seal band is worn. If it is, it will not transfer the heat correctly. If this is the case for your seal band brass inserts, replacing them will be your best option.
Before diving into the common problems and solutions for vertical seal stinking on wrinkles, we recommend checking first that the film is tracking properly so that the inside sealant layer is not exposed to the seal band.
If these suggestions don't seem to be effective, the issue might also be film related. We have another VFFS troubleshooting resource around common film problems that might have the answer you're searching for.
Experience has taught us, over the last 60+ years of supporting customers, that VFFS preventative maintenance is your first line of defense against the common issues that cause unplanned downtime, premature spare part failure, and poor package quality. If you would like a resource to help you build a preventative maintenance schedule for your team, check out our webinar that unpacks all things preventative maintenance, best practices, and even toll recommendations, that you can keep surprises at a minimum.
If you are a current ROVEMA customer (or even if you're aren't!) and these steps don't solve your issue, and you'd like to contact us to talk through your issue over the phone for free or to schedule a service visit, contact our Service Manager by calling 404-640-5322, or you can chat with an expert live in the chat box on the right 👉👉.


1 min read
Rovema introduced the continuous motion BVK-260 as the replacement for the highly successful VPK-260 earlier this year. Despite a huge installed...

1 min read
When looking at the OEE (Overall Equipment Effectiveness) of your VFFS machine, it is important to know various parts and processes, especially for...

1 min read
Your VFFS machine's film feed belts, while a relatively simple spare part, not only can be plagued by a substantial list of issues but can...